Prosegue anche quest’anno la nostra passeggiata tra i materiali stampabili. Il primo di cui ci occuperemo è un materiale organico, versatile e affascinante: la pelle. Prodotto di un lungo processo di natura prevalentemente chimica e che richiede altissime competenze artigianali, è una delle eccellenze italiane. La pelle viene esportata in tutto il mondo e usata nella produzione di calzature, pelletteria, abbigliamento, prodotti per l’arredamento e l’automotive.
La pelle è il primo materiale organico di cui ci occupiamo in questa nostra rubrica. È un materiale davvero particolare, a cominciare dal fatto che è uno scarto di lavorazione. Le concerie infatti riciclano gli scarti dell’industria alimentare della carne (pelle grezza) trasformandoli in prodotti ad altissimo valore aggiunto (pelle finita). Prima di poter essere stampata e ulteriormente trasformata, la pelle subisce un lungo processo di lavorazione, di natura prevalentemente chimica. I passaggi attraverso cui passa il materiale grezzo sono numerosi e cambiano a seconda del tipo di pelle, dell’utilizzo finale, dell’articolo da produrre. Anche quando vengono fatte sono su scala industriale conservano una grande parte di artigianalità e sono legate strettamente alle competenze e all’esperienza dell’uomo. Ogni conceria ha le proprie ricette, che vengono conservate gelosamente, tramandate e perfezionate negli anni. I titolari delle concerie sono di solito i primi e maggiori esperti del loro processo di lavorazione, che è unico e inimitabile. Anche quando due pelli finite presentano un aspetto simile, con tutta probabilità sono state ottenute da processi diversi, usando chimiche diverse. I maestri conciatori uniscono competenze chimiche e profonde conoscenze della materia prima. Sulla base della provenienza e della stagione sanno prevedere l’aspetto e le caratteristiche delle pelli che dovranno lavorare. Conoscono abitudini, dieta, parassiti ed eventuali malattie stagionali dei capi che verranno macellati. Pianificano i loro acquisti di materia prima sulla base di questo know-how e degli ordini che ricevono. Non tutta la pelle che viene lavorata nell’industria conciaria viene decorata, ma spesso subisce un qualche tipo di “rifinizione” (il termine che definisce quello che nel settore delle arti grafiche si direbbe “finitura”), che serve a modificarne e migliorarne caratteristiche e performance. Tra queste rifinizioni, c’è la stampa (serigrafica, tampografica o digitale). In questo settore viene poi definita stampa (a rilievo) anche la goffratura. Bisogna tenere presente che in questo settore la stampa è solamente una delle tante decorazioni possibili, e non contribuisce in modo così massiccio ad aumentare il valore del prodotto finito come invece accade in altri settori. La pelle acquisisce valore durante altre fasi del processo, come per esempio la concia, che la rende imputrescibile. Quando parliamo di stampa su pelle, perciò, è fondamentale farci alcune domande:
- Qual è la destinazione d’uso del prodotto finito?
- Che resistenze sono necessarie, durante la lavorazione e dopo?
- Quali lavorazioni sono necessarie per arrivare al prodotto finito?
- In che modo posso rendere la lavorazione e il prodotto finito sostenibili per l’ambiente e le persone?
L’industria conciaria italiana è molto attenta alla sostenibilità ambientale dell’intero processo, che implica l’uso di grandi quantità di acqua – che viene infatti trattata e purificata – e sostanze chimiche di varia natura. La risposta a queste domande servirà ad avvicinarci a ulteriori quesiti:
- Ho bisogno di pretrattamento e post-trattamento?
- Quale tecnica di stampa userò?
- Quale inchiostro?
- Come verrà lavorato il prodotto dopo la stampa?
Ti anticipiamo già che in questo articolo non troverai le risposte a tutte queste domande. Ma ci auguriamo che questo sia un inizio e una spinta ad approfondire.
.")
Più del 99% delle pelli processate annualmente dall’industria conciaria italiana appartiene a tre specie principali usate nell’industria alimentare (fonte: UNIC).
La pelle grezza prima della concia: le operazioni di riviera

La maggior parte delle pelli finite viene venduta ai produttori di calzature, seguiti dalle pelletterie e dall’industria dell’arredamento. La conceria è uno dei settori italiani a vocazione più internazionale.
Come abbiamo accennato, il processo che vede la trasformazione della pelle grezza, scarto di lavorazione dell’industria alimentare, in pelle finita, prodotto nobile esportato in tutto il mondo, è lungo e complesso. Non esiste un unico percorso, ma varie lavorazioni, che a seconda della destinazione d’uso dell’oggetto finito vengono attuate o meno, in una successione variabile. Anche la durata di queste lavorazioni è variabile per questo motivo, e può durare diverse settimane. Qui esporremo una carrellata di lavorazioni diverse, secondo una delle sequenze in cui possono essere eseguite. Quasi tutte le fasi del processo conciario avvengono in presenza di acqua, per trattare tutto lo spessore in modo omogeneo, in contenitori di forma cilindrica simili a grandi botti, detti bottali, in legno, metallo o polipropilene. Il rinverdimento è la prima di queste fasi. Serve per ripristinare il contenuto di acqua ed eliminare sale, sporco, sangue, sterco. In questo momento la pelle viene trattata con acqua ed eventualmente piccole quantità di prodotti chimici come tensioattivi, sali basici ed enzimi. Segue il cosiddetto calcinaio, in cui avvengono depilazione e calcinazione. La pelle viene trattata con calce e solfuro di sodio per eliminare pelo ed epidermide, e diventa gonfia. Questo procedimento ovviamente non viene attuato nel caso in cui si stiano lavorando pelli con pelo (ma di questo parleremo in un altro articolo). Un ulteriore passaggio, questa volta meccanico, è la scarnatura o scarnitura. Serve ad asportare il tessuto sottocutaneo rimasto dopo la scuoiatura. In questo modo le sostanze chimiche possono penetrare nella pelle in modo più rapido e uniforme. Solitamente questa lavorazione viene fatta dopo il calcinaio, ma, se si devono produrre pelli con pelo, si fa subito dopo il rinverdimento. Altra operazione meccanica è la spaccatura, ovvero la divisione in strati (di solito due o tre) della pelle. Serve a ottenere pelli dello spessore desiderato. Generalmente subiscono questa lavorazione pelli particolarmente spesse come quelle di bovino adulto. Può essere fatta prima della decalcinazione oppure dopo la concia. La decalcinazione è un’operazione chimica che serve a eliminare la calce e ad abbassare il pH, portandolo tra 7,5 e 8,5: questo è infatti il valore ottimale per garantire la riuscita della macerazione. Per decalcinare la pelle vengono usati sia acidi deboli (formico, borico, lattico) sia sali acidi (solfato di ammonio). In questa fase il gonfiore della pelle si riduce. La macerazione serve a facilitare la distensione delle fibre della pelle così da renderla più assorbente e morbida. Facilita anche l’eliminazione dei residui di cheratina (la proteina che costituisce pelo ed epidermide), grasso e melanine (i pigmenti responsabili della colorazione di pelo ed epidermide). Si ottiene trattando la pelle in bottale con acqua tiepida ed enzimi. In tutte queste fasi, particolarmente delicate, si determina la tipologia di pelle che si vuole ottenere. Lo sgrassaggio serve a facilitare l’assorbimento dei prodotti chimici nelle fasi successive. È fondamentale nel caso di pelli in cui si debba eliminare gran parte del grasso, come succede per quelle ovine. Per sgrassarle vengono usati solitamente tensioattivi anionici, cationici, non ionici o anfoteri. Altri metodi, meno usati perché più costosi e inquinanti, prevedono l’uso di solventi, da soli oppure insieme a tensioattivi anionici o non ionici. Alla fine di questa fase, le pelli vengono lavate per essere pronte per le lavorazioni successive.
La concia, il cuore del processo di trasformazione della pelle
Entriamo qui nel cuore delle lavorazioni conciarie, nella fase da cui l’intera filiera trae il proprio nome: la concia, appunto. In questa fase la pelle viene resa imputrescibile. A seconda del tipo di agenti concianti usati, può essere minerale, vegetale, organica sintetica oppure mista. La concia vegetale è il sistema più antico e solitamente più lento. La pelle viene trattata con tannini naturali che conferiscono al cuoio il tipico colore marrone. Per ottenere cuoio suola o cuoi pesanti il procedimento è quasi statico, in vasca, e dura circa un mese. Per ottenere pelli più flessibili che possono essere usate per suole per scarpe da donna o estive e per pelletteria si sceglie solitamente la concia rapida in botte, che dura circa 36-48 ore. La concia minerale viene scelta nella stragrande maggioranza dei casi. Prima di questo procedimento, la pelle viene “piclata”, ovvero immersa in un bagno di sale e acido (solitamente una miscela di acido solforico e formico). Poi viene trattata con un conciante minerale (composti di cromo trivalente, alluminio, zirconio, titanio). Quando si usa il cromo trivalente si ottiene un semilavorato detto “wet-blue”: la pelle infatti assume il colore azzurrastro conferito dal composto conciante. A questo punto, aggiungendo composti lievemente alcalini come bicarbonato, acetato o formiato di sodio, avviene la basificazione che favorisce la reazione chimica di concia. Il cuoio ottenuto dopo la concia viene pressato tra cilindri rotanti che esercitano un’altissima pressione per eliminare l’acqua in eccesso e distenderlo. Può essere anche spaccato, se questa operazione non è già stata fatta dopo il calcinaio. Un’altra lavorazione meccanica alla quale è sottoposto è la rasatura, che serve a uniformare lo spessore della pelle.
.")
Alcune fasi di lavorazione in conceria (foto: UNIC).
La riconcia, la tintura e l’ingrasso
La pelle ritorna nel bottale per subire la riconcia, che serve a consolidare o modificare le caratteristiche conferite dalla concia principale. Questo processo agisce su caratteristiche merceologiche come la morbidezza, la pienezza, la resa del colore, la smerigliabilità, oltre che su varie resistenze meccaniche. A questo punto la pelle è pronta per essere tinta e ingrassata. Queste operazioni (tintura e ingrasso) possono avvenire simultaneamente, nello stesso bagno. Talvolta possono essere unite anche alla riconcia. Si può regolare la profondità di penetrazione del colore nella pelle controllando i parametri di processo, ottenendo una tintura passante quando la pelle viene tinta nell’intero spessore, o una tintura più superficiale che coinvolge, a profondità variabile, i due lati esterni. Durante l’ingrasso si inserisce un lubrificante tra le fibre della pelle, in modo che possano scorrere l’una sull’altra quando verrà eliminata l’acqua. Influenza molte caratteristiche della pelle, tra cui morbidezza, flessibilità e comportamento nei confronti dell’acqua. Gli ingrassanti possono avere origini naturali (animali e vegetali), minerali o sintetiche. A questo punto, le pelli possono essere asciugate. Esistono vari sistemi, a seconda del tipo di pelli e della loro destinazione d’uso: sospensione o catena aerea, inchiodaggio (con pinze, non chiodi), incollaggio, sottovuoto.
L’industria conciaria italiana è unica e peculiare: per lo sviluppo tecnologico e la qualità dei processi, per la particolare conformazione in distretti territoriali, per l’impegno ambientale, per l’innovazione stilistica che l’ha resa celebre in tutto il mondo. Alcuni numeri: lavorano in concerie circa 18.000 persone in 1.200 aziende. Il fatturato annuo è di 5 miliardi di euro: il 65% del fatturato europeo, il 20% di quello globale. L’industria conciaria italiana si divide in quattro comprensori produttivi territoriali: il distretto veneto, quello toscano, quello campano e quello lombardo. Il primo si trova nella valle del Chiampo, in provincia di Vicenza; è il maggiore in Italia, e uno dei più grandi del mondo. È specializzato in pelli bovine medio-grandi usate per arredamento e interni auto, calzatura e pelletteria. Il distretto toscano raggruppa il maggior numero di aziende e si trova tra le province di Pisa e Firenze. La lavorazione di pelli bovine di medie e piccole dimensioni (tra cui il vitello) dà origine a produzioni destinate principalmente all’alta moda. Il distretto campano, localizzato tra la provincia di Avellino e quella di Napoli, è specializzato invece nella concia di pelli piccole, ovine e caprine. Vengono usate principalmente per abbigliamento, calzatura e pelletteria. Il quarto distretto, specializzato nel comparto dell’ovicaprino, si trova in Lombardia, in particolare nell’area del Magentino.

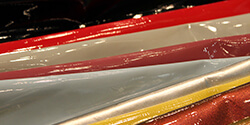
Virtuosismo nella rifinizione: Kara Group ha decorato la pelle in basso con stampa digitale e stampa a rilievo perfettamente a registro. Accanto, tre esempi di pelli rifinite con tecniche diverse: stampa digitale, stampa a rilievo, decorazione a mano con pennello, foil olografico.
Proteggere, migliorare, decorare le pelli: la rifinizione
Dopo l’asciugaggio le pelli semilavorate vengono sottoposte a varie operazioni di rifinizione che servono a migliorarne prestazioni, solidità e resistenze (allo sfregamento umido o secco, alla flessione, ai solventi, al montaggio nel caso di calzature…), a modificarne l’aspetto o la mano. Di solito interessano solo la superficie della pelle che sarà visibile nel manufatto finito. Tutte queste operazioni vengono fatte su pelli asciutte, senza immergerle in acqua. Anche queste lavorazioni possono essere meccaniche, chimiche o miste. In generale la rifinizione consiste proprio nella combinazione di varie lavorazioni per ottenere gli effetti funzionali e decorativi desiderati. Tra le rifinizioni meccaniche, una delle più importanti è la smerigliatura, che serve a realizzare una superficie vellutata. La bottalatura, detta anche volonatura o follonatura, serve ad ammorbidire le pelli, rendendo più marcato il disegno della grana. Altre lavorazioni meccaniche sono la lissatura, la lucidatura, la palissonatura, la palmellatura, la placcatura, la pressatura, la stiratura, la stampa a rilievo. Le rifinizioni di tipo chimico consistono nella deposizione sulla superficie della pelle di una miscela di sostanze chimiche così da formare un film di materiale sintetico o naturale che ne modifica l’aspetto o le caratteristiche fisico-chimiche. Questo film può essere trasparente, incolore, colorato o coprente, e può coinvolgere la superficie in modo totale o parziale. Può essere applicato sulla superficie a spruzzo, rulli (spalmatura) o tamponi, con una velatrice (velatura) oppure con la tecnica transfer.
 |
Bottalato, follonato o volanato: pelle con grana del fiore resa marcatamente più evidente per effetto della rotazione in un bottale a secco. |
 |
Nabuk, nubuck (si trova scritto anche nabouk o nubuk): pelle smerigliata sul lato fiore per conferirle una superficie vellutata. Lo strato fiore è ancora presente e la grana della pelle è ancora visibile. |
 |
Nappa: pelli morbide a pieno fiore. |
 |
Laminato: pelle sulla cui superficie sono stati applicati fogli che servono a dare un aspetto metallizzato (lamine o foil). |
 |
Scamosciato, suede o velour: pelle smerigliata sul lato carne. Generalmente presenta una superficie vellutata, come il nabuk, ma, essendo il lato carne costituito da fibre più lunghe e grossolane, ha una granulosità maggiore. |
 |
Stampato: pellame la cui superficie è stata stampata con diverse tecniche, tra cui goffratura (detta infatti stampa a rilievo), serigrafia e stampa digitale. |
 |
Tamponato: pellame rifinito a mano con un tampone imbevuto con la miscela di rifinizione, solitamente per ottenere effetti di macchiatura, bicolore o diverse gradazioni di lucido. |
 |
Verniciato: pelle rifinita con l’applicazione di vernici, in genere pigmentate ma anche trasparenti. L’aspetto è solitamente lucido e brillante. |
La stampa: tecnologie, pretrattamenti, inchiostri, finitura
Il mondo conciario, innovativo per tradizione, ha cominciato a usare tecniche di stampa diverse in tempi precoci, senza porsi tanti problemi di nomenclatura o fattibilità, ma semplicemente procedendo per prove ed errori. Ogni azienda conciaria ha fatto i propri esperimenti ed è arrivata alle proprie soluzioni e ricette, che sono ovviamente segretissime. Le tecnologie di stampa più usate sono la serigrafia, la tampografia e la stampa inkjet. In ogni caso gli inchiostri prodotti dalle aziende chimiche vengono spesso modificati all’interno delle concerie per adattarsi al tipo di pelle, al processo e alla destinazione d’uso. Non è infrequente che i coloranti vengano prodotti direttamente all’interno dell’azienda conciaria a partire dalle materie prime: resine acriliche e poliuretaniche, pigmenti organici e non. Lo stesso capita per le chimiche di pre-trattamento che servono a migliorare adesione, bagnabilità e stampabilità degli inchiostri. Queste caratteristiche della pelle vengono infatti spesso modificate durante il processo di concia, in modo da rendere le pelli idrofobiche o idrorepellenti. In questo caso possono essere usate anche altre tecniche di pretrattamento, come il plasma atmosferico. Parlando di stampa digitale, per usi legati soprattutto al fashion può essere usata la stampa UV e UV LED, che forma una pellicola sopra la pelle. Questa peculiarità fa sì che gli inchiostri UV possano stampare pelli tinte o colorate. Vista la flessibilità del cuoio, vengono solitamente preferiti inchiostri elastici e che garantiscono una buona adesione al substrato. Un’altra tecnologia di inchiostro che viene usata per stampare su pelle è l’eco-solvent (tra cui consideriamo anche il sol-gel), che garantisce un’ottima elasticità e reticola a temperature non elevate. A differenza degli inchiostri UV, la grana della pelle si vede in trasparenza e tende a non modificare la mano. Nei casi in cui non venga richiesta resistenza all’abrasione e ai solventi particolarmente elevata, né UV né eco-solvente hanno bisogno di post-trattamenti. Viceversa, per i settori in cui sono richieste maggiori performance di durabilità (automotive, arredamento) per aumentare la resistenza all’abrasione e ai solventi viene solitamente depositato un rivestimento trasparente protettivo, come per esempio un prodotto bicomponente poliuretanico. Per incrementare l’adesione dell’inchiostro al substrato talvolta viene richiesto anche un pre-trattamento. Possono essere deposti o stampati particolari primer, oppure la superficie può essere attivata via plasma atmosferico. Sia i pre- sia i post-trattamenti tendono a complicare la lavorazione, aggiungendo ulteriori passaggi al processo. Inoltre, la deposizione del rivestimento protettivo a volte può compromettere la mano del materiale. Determinati settori come l’automotive o la calzatura richiedono resistenze maggiori. In questi casi vengono spesso usati altri tipi di inchiostri a base acqua, che funzionano come dei veri e propri tatuaggi, penetrando in profondità all’interno della pelle. A differenza degli inchiostri UV ed eco-solvent, questi inchiostri possono essere usati solamente su pelli bianche oppure chiare, e questo è uno dei loro limiti. Sono inchiostri molto liquidi, e per questo hanno bisogno di macchine da stampa particolari che riescano a gettarli con precisione. Capita perciò spesso che anche le stampanti vengano modificate più o meno pesantemente all’interno delle concerie per adattarle al processo di produzione, potenziarne la velocità o adattarle alle caratteristiche degli inchiostri, che possono essere particolarmente liquidi oppure aggressivi nelle teste di stampa. Generalmente le pelli vengono stampate con macchine flatbed. Per garantire una perfetta planarità ed essere trasportate facilmente sul piano vengono fatte aderire provvisoriamente a supporti plastici.
 Bottalatura, follonatura o volonatura: rifinizione meccanica che serve ad ammorbidire le pelli, rendendo più marcato il disegno della grana. Viene eseguita in bottale a secco.
Bottalatura, follonatura o volonatura: rifinizione meccanica che serve ad ammorbidire le pelli, rendendo più marcato il disegno della grana. Viene eseguita in bottale a secco.
Fiore, grana, lato fiore, lato pelo, fiore o grana: il lato esterno della pelle, caratterizzato dal peculiare disegno creato dai follicoli piliferi dopo che il pelo è stato rimosso. Si dice “pieno fiore” quel pellame che ha conservato la grana o fiore di origine, ovvero che non ha subito smerigliatura, sfioratura.
Lato carne: il lato interno della pelle, opposto a quello su cui c’era il pelo.
Lissatura: rifinizione meccanica che consiste nel levigare il fiore della pelle con la lissa, una macchina che preme e trascina sulla superficie della pelle un cilindretto di vetro o agata.
Lucidatura: rifinizione meccanica che consiste nel lucidare la superficie del cuoio con una ruota di velluto.
Mano: nell’industria conciaria, così come in quella tessile, con “mano” si indica l’insieme di proprietà qualitative di una pelle o di un tessuto valutabili essenzialmente al tatto. Si potrà avere una mano rigida oppure morbida, sostenuta o gommosa, e così via.
Palissonatura: rifinizione meccanica che ammorbidisce le pelli dopo l’essiccazione. Viene svolta con il palissone rotativo, macchina dotata di rulli con lame ondulanti che distendono la struttura fibrosa della pelle, o con il palissone piano, detto “mollisa”.
Palmellatura: operazione di rifinizione che conferisce alla superficie della pelle un motivo a linee. Se le linee si intersecano in senso perpendicolare, si formano dei quadratini (box calf). Viene eseguita con una macchina a palmellare formata da due cilindri rivestiti di gomma o sughero, tra i quali si fa passare la pelle.
Placcatura: rifinizione meccanica che rende la pelle liscia e piatta. Viene fatta schiacciando la pelle con una piastra liscia e speculare, eventualmente riscaldata.
Pressatura: rifinizione meccanica che consiste nell’imprimere sul cuoio una stampa con una piastra a rilievo.
Smerigliatura: rifinizione meccanica che può essere eseguita con una smerigliatrice o con polvere di smeriglio incollata su una ruota di pietra o di metallo. Se a essere smerigliato è il lato carne, si ottiene lo scamosciato; se è il lato fiore, si ottiene il nabuck.
Spruzzatura: applicazione sul cuoio della miscela di rifinizione con pistole ad aria compressa in apposite cabine.
Stampa a rilievo: è il nome comunemente usato per definire la goffratura o embossing. A causa della grande elasticità memoria elastica della pelle, per risultare permanente deve essere eseguita con stampi ad altissima pressione, in presenza di calore.
Stiratura: passaggio del cuoio in presse rotative che ne stende le pieghe.
Tannino: composto polifenolico contenuto in varie piante vascolari, tra cui castagno europeo, quebracho, tara, galla e mimosa. Viene estratto dalle piante, concentrato o ridotto in polvere. Reagisce con il collagene, proteina di cui sono composte le fibre della pelle, rendendolo non putrescibile.
Tensioattivo: sostanza che abbassa la tensione superficiale di un liquido, agevolando la bagnabilità delle superfici o la miscibilità tra liquidi diversi.